-
 在线咨询
在线咨询
-
 联系我们
联系我们
400-829-1668
-
 联系我们
联系我们

-
 商城
商城
-
 返回顶部
返回顶部
在线咨询
联系我们
400-829-1668
联系我们
商城
返回顶部


1.设备功能 用于在已下料的平面零件上二次加工坡口。加工坡口的零件照片如下。 2.系统特色 基于整体视觉扫描和激光视
销售热线13326267556
不锈钢平板切割设备系统特色
不锈钢平板切割设备基于整体视觉扫描和激光视觉定位技术的工件自动识别与定位、基于二维图纸的自动编程,无需工装定位与人工示教编程,在切割平台上一 批次摆放多个零件,切割机自动扫描、 自动生成切割程序,一键式启动、全 程自动切割无人值守。
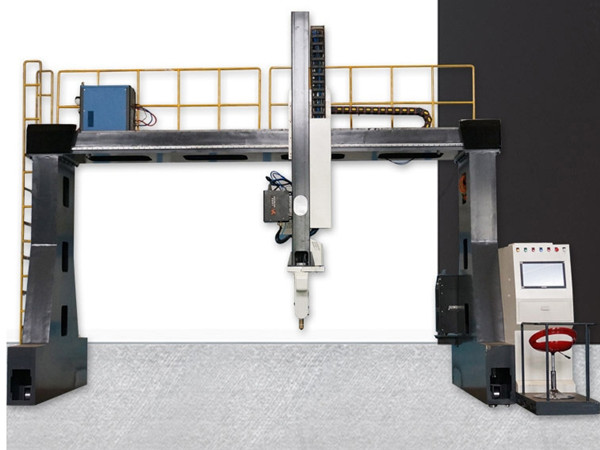
不锈钢平板切割设备工作原理
视觉扫描定位
在机器人横梁侧面安装一排工业相机,能够覆盖整个工作台横向方向,纵向方向通过机器纵向行走带动工业相机覆盖整个工作台纵向方向。
通过工业相机拍摄摆放在切割平台上的所有工件,基于智能识别算法 自动识别与定位工件。
激光视觉单个工件定位
冲压封头切割设备视觉扫描的作用是整体识别和定位所有工件,但因为识别范围较大, 精度不能达到切割的目的,因此另外配备高精度激光视觉传感器, 定位工件边缘轮廓。
激光视觉传感器安装割枪侧,与割枪枪夹固连,与割枪同步旋转、偏 摆。
基于二维 CAD 图纸的自动编程 CAM 软件
基于 AutoCAD 绘制的坡口零件图,保存为 dxf 格式文件 。将 dxf文件 导入系统,系统自动识别 dxf 文件、 自动生成切割程序。
工作流程
零件摆放至切割平台 →读取 dxf 图纸或调用零件库图形 →调整设定 切割工艺参数→视觉整体扫描→全自动切割。
其中全自动切割过程,切割每个零件前设备自动通过激光视觉系统 定位零件边缘。
整个切割过程无需人工参与。
设备特点
自主开发数控系统,维护、使用、升级方便。
自动解析提取*.dxf 图形文本文件的工件尺寸和坡口切割信息,生成整 体优化的上、下多个坡口的数控切割轨迹加工程序,连续切割,大幅度 提高成品率。
可实现平板零件 V,Y,X,K,过渡坡口的单一或组合,连续或断续坡口, 一次或多次完成切割。
可扩展常用零件参数化图形库,随时调用,方便快捷。
平板零件在工作台任意摆放,不需定位,不需人工示教。
全范围自动识别工作台上摆放的平板零件轮廓形状,进行粗定位;
激光视觉采集跟踪测量零件轮廓位置和零件上表面高度信息,对零件精 定位和匹配,修正零件理论空间位置偏差。
根据粗定位和精定位数据将割炬定位到被切割工件初始切割位置,按照 图纸或输入的坡口参数自动进行零件的坡口切割。
不锈钢平板切割设备工作参数
实现板材零件外周及内孔 V、K 型坡口切割 ,具体尺寸规格要求如下 (钢板精度满足 GB/T709 热轧钢板和钢带的尺寸外形重量及允许偏差要 求) :
项 目 |
参 数 |
备 注 |
切割范围 |
长(根据客户情况定)×宽 2000mm(标配) |
工作台可分块制作,现场拼放。 |
切割方式 |
火焰切割(或等离子) |
主要根据客户切割板厚及表面 |
|
|
质量要求 |
||
切割气体 |
氧气、丙烷 |
|
||
坡口角度范围 |
0°~60° |
单边坡口 0-60° ,连续坡口的 坡口面与竖直方向夹角不超过 60°以免割炬与工件干涉 |
||
切割板材厚度 |
16- 160mm |
|
||
坡口切割很小孔径: |
厚度≤30mm 零件能够实现孔径 80mm 的 K 型坡口切割 (零件不翻转); 厚度>30mm 的零件能够实现孔径 150mm 的 K 型坡口切割(零件不翻转); |
|||
切割效率参考(同火焰切割工艺经验有关,不作为验收考核项) |
||||
序号 |
坡口厚度/mm |
切割速度 mm/min |
备注 |
|
1 |
6-10 |
480-600 |
零件激光找正时间 ≤正常切割时间的 1/3 倍。 |
|
2 |
10-20 |
360-480 |
||
3 |
20-40 |
304-360 |
||
4 |
40-60 |
256-304 |
||
5 |
60-100 |
200-256 |
||
6 |
100-160 |
128-200 |
||

设备工作限制条件
直口下料切割的零件尺寸满足精度≤±0.5mm;
对角线偏差≤±1mm;
钢板零件自身平整度: 3mm/m;
钢板零件摆放水平度:5mm/m;
直口切割后的来料零件须将熔渣和毛刺清理干净再进行坡口;
工作台要牢固,支撑板或支撑柱应不串动移位;
切割 Y、K 型坡口的钝边应≥4mm;
同批次加工的零件,厚度接近(厚度差< 15mm) 的摆放在一个 工作台上,避免干涉;
如果板厚超过 35mm 的,又有下坡口切割,摆放零件之间的距离要大于 机头回转弧板回转范围 500mm。或者将这样的坡口放在工作台的四边进 行切割
不锈钢平板切割设备优势
带视觉(眼睛)带(激光)大脑的零件坡口切割装备
3D全自动
我们还在研发自动上料,随意摆放,多种异形件拍照、扫描识别后切割,
自动下料(后期)这样一个完整的产品线就产生了
全国热线电话
18953485859周一至周五9:30-18:00(北京时间)
 地址:德州市经济技术开发区东方红东路5886号
地址:德州市经济技术开发区东方红东路5886号
 邮箱:631364540@qq.com
邮箱:631364540@qq.com
 传真:0534-2317661
传真:0534-2317661

Copyright 2004-2019 德州西恩数控设备股份有限公司
 苏ICP备13013472号-1 技术支持:科威鲸网络
苏ICP备13013472号-1 技术支持:科威鲸网络
 语言
语言